線路流程說明:
1.前處理:貼膜前板面清潔處理,1槽磨刷、1槽脫脂+3槽微蝕處理。
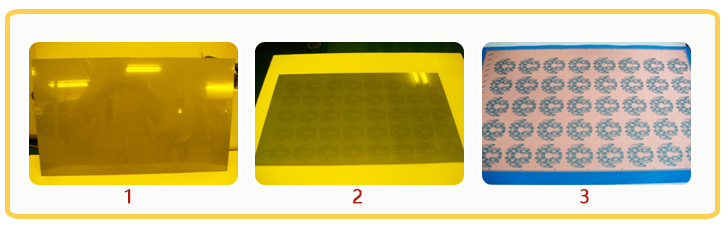
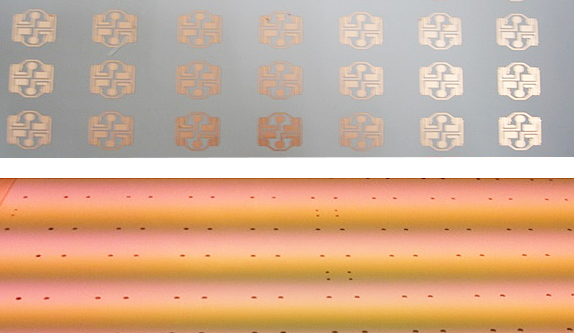
2.壓膜:將乾膜貼附於板面,做為影像轉移的媒介。
3.曝光:底片內容物經由曝光,將影像轉移到乾膜上,底片透明影像因未遮光(曝光聚合),所以在乾膜上為正片,反之,底片黑色部分,因遮光關係,故在乾膜上為負片。
線路工作站介紹
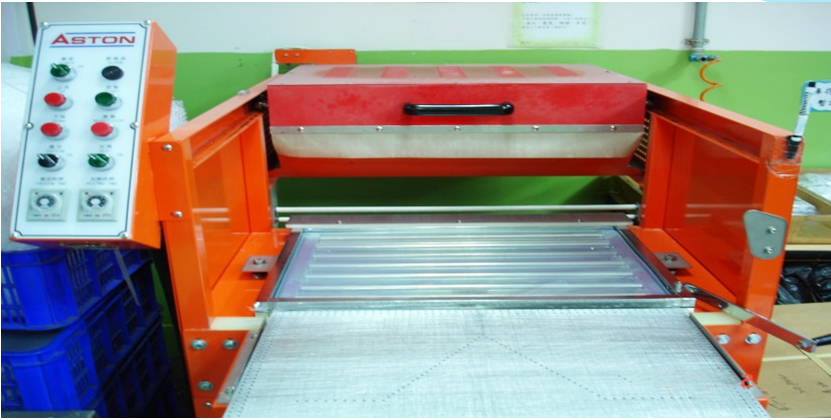
一.線路曝光:

曝光機